Dichroic.Asia Optical
HOME > Info > Quality of coating filters
 Quality of coating filters
Quality of coating filters
To achieve good optical coating quality is based on the substrate, cleaning equipment, coating equipment, coating film design and coating environment layer. The flow chart of the coating is as follows. The text is simplified: The substrate is washed with an ultrasonic cleaning machine, washed, placed on a jig, fed into a coating machine, and heated and vacuumed. After the high vacuum is reached, the coating is started. After the coating is completed, it is cooled, deflated, and the substrate is taken out.
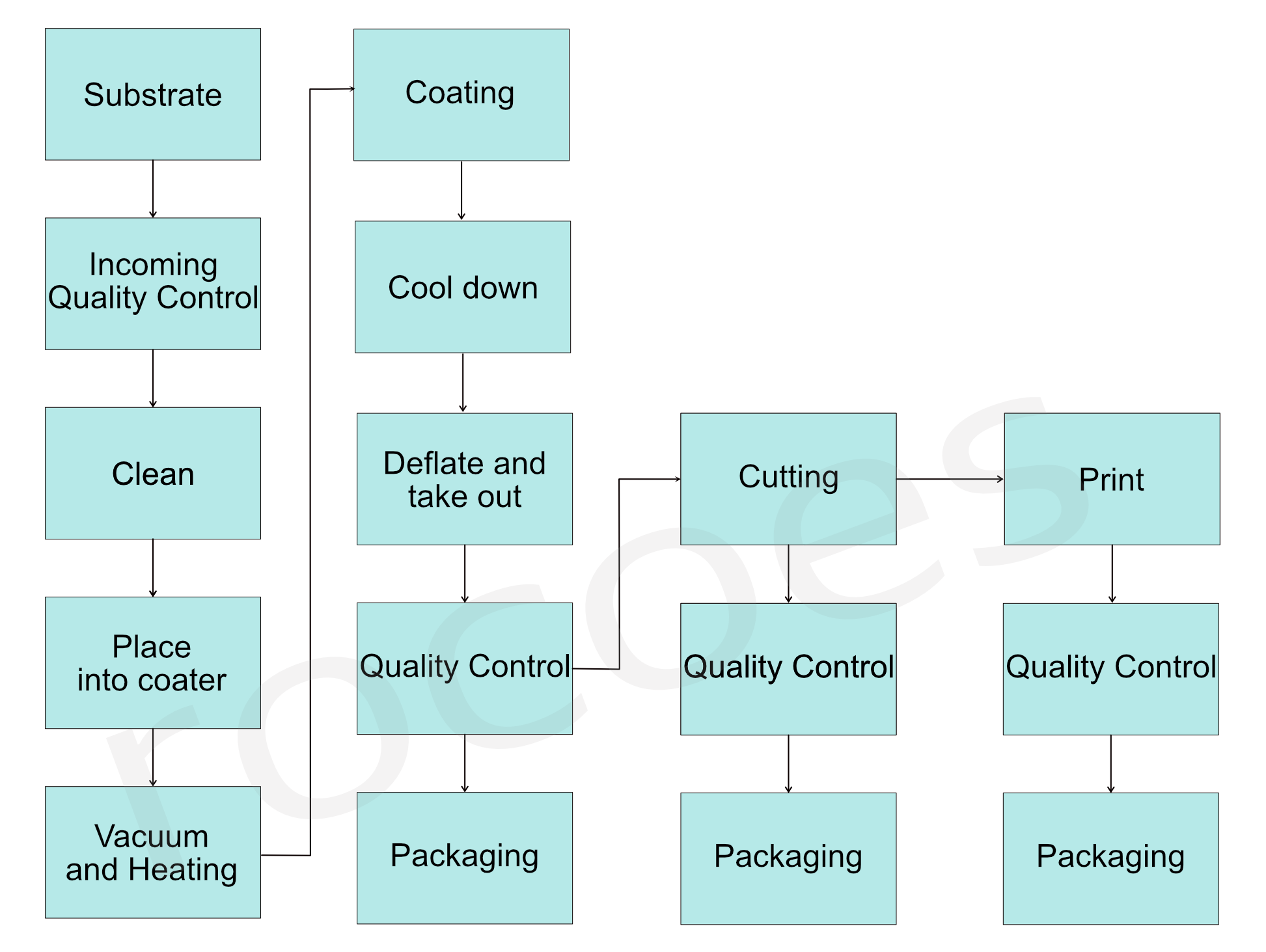
The seemingly simple process, which is dismantled one by one, is the key. The detailed conditions to be noted are as follows:
Substrate
The most common substrates are roughly glass, acrylic (PMMA), PC, quartz, and other metal materials such as aluminum alloy.
The quality of the substrate directly affects the overall quality of the coating. For example, the surface scratched the substrate, the scratch after coating is still there, and may be more obvious. If it is applied to the laser, it may be It will cause scattering of laser light, but it is not very effective for general lighting. The pursuit of high-quality substrates may increase the cost several times. Therefore, it is more economical to select the substrate for the future application range.
These substrates are usually subject to the following conditions:
Dimensions and thickness, material, transmittance, flatness, parallelism, refractive index, expansion coefficient, surface quality, internal impurities or bubbles, edge quality, heat resistance temperature, impact resistance, pressure resistance, Temperature difference changes and so on.
Clean
Washing is a very important process before coating. The most important thing is to wash off the oil, dust and dirt on the surface of the substrate, and not leave water marks or other marks on the surface. Oil stains or dirt can make the film layer not adhere to the surface of the substrate firmly. Dust will cause the film layer to have holes that are not plated. It is generally called pinhole. Water marks or other residual marks will cause white spots on the film.
The conditions for general cleaning should be noted below:
The method of washing, the choice of lotion, the drying after washing, the effect of washing, and the preservation before being placed in the coater.
Coating machine and coating layer design
The ability of the coater and the coating design of the coating are the most critical conditions for determining the optical coating. Generally, the production project will be preset to purchase the coating machine. For example, the lens products will be coated with AR coating. The simplest one is electrothermal plating of a single layer of MgF2. If a multi-layer anti-reflection film is required. If you need to apply a plastic lens with a low temperature process, you need to install an ion gun to increase the adhesion of the film.
Using the multilayer filter that we generally do, because the number of layers is 18~58, it is equipped with a multi-gun double electron gun that can be placed in a variety of quantities. An ion gun is also included to increase film adhesion and compactness. When designing the film layer, in addition to selecting the coating material according to the filter specification (hereinafter referred to as the medicinal material), the coating material and the low refractive index medicinal material with the most common high refractive index are firstly used, and the number of coating layers is preset by the empirical value. After the simulation, the medicinal materials, the number of layers, and the film thickness of each film layer are modified according to the results, and the process is repeated until the demand specification is exceeded, and then the first stage is completed.
The second stage is to determine whether the required specifications are met according to the coating results (measurement spectrum or Functions test) after the coating is completed. If it does not meet, it is necessary to judge the cause of the defect to make the film thickness of the medicine, the number of layers and the film layer.
The conditions to be noted for coating are as follows:
The equipment of the coating machine, vacuum, coating material, coating method, heating temperature, coating monitoring system, film uniformity, film adhesion.
Coating environment
Pinholes are one of the disadvantages of poor filters. The pinhole is generally because the substrate is not washed before the coating, or the dust in the air is adhered after the cleaning. After the coating, the dust falls, so that there is a hole in the film, which is called a pinhole. The environment in which the coating machine is placed, if there is air conditioning control, will be relatively small in terms of temperature and humidity changes, but the amount of dust in the air is not small. In the case of a 100,000 or 10,000 class clean room environment, the amount of dust in the air is reduced to a certain extent, which contributes to the reduction of the pinhole of the film.
The conditions to be noted in the coating environment are as follows:
Temperature and humidity control, dust control, and floor type.
Cutting method
The shape of the cut, the thickness of the substrate, and the dimensional tolerances of the substrate will affect the cutting machine and the method of cutting.
Generally, the most economical and common tool is a cutter wheel cutter. The tungsten steel cutter wheel is used to traverse the surface of the glass. Under the conditions of appropriate cutter angle, lower knife pressure and lower knife height, it can be easily The glass is peeled off along the scratches. The advantage is that it can cut large-size glass substrates, machines and consumables at a lower cost. The disadvantage is that the edges sometimes have beveled or acute angles.
There is also a Die Saw (Die Saw), suitable for cutting small-sized substrates, such as: size 80 * 80mm, cutting 3 * 3, 1.2 * 1.2mm and the like.
There are also recently available laser cutting machines for cutting glass substrates.
Test method
Penetration or reflection spectra are detected by a spectrometer.
Other Adhesion (Strength) and Temperature Resistance There are several ways to use or share the environment or conditions in which products are used:
1. Tape test: Adhesive tape is applied to the film surface. After pulling up quickly, there is no peeling phenomenon.
2. Hundreds of tests: Use a knife to cut the film surface into a knife like a well, and stick the tape on the film surface. After pulling up quickly, there must be no film removal.
3. Salt spray test: Spray a certain proportion of salt + water on the film surface for a certain period of time to test the weather resistance of the film layer.
4. High temperature and high humidity: such as 85 degrees Celsius, 95% humidity for 50 hours.
5. Alternating between cold and hot: such as minus 20 degrees for 10 hours, 85 degrees for 10 hours, repeated several times.
6. High temperature test: Bake at 500 degrees Celsius for 2 hours, then stick to the film surface with tape. After pulling up quickly, there must be no film removal.